NOTE: The Default filter contains standard values for G-code associations. You can modify the filter by overwriting these values with your own. Alternatively, you can clone the filter, and then modify the cloned filter into a new filter. Additonally, the ACM filter makes possible the import into EngView of ACM files, which run Kongsberg-manufactured cutting machines.
| Add | Opens a dialog box in which you create a new associations filter. |
|---|---|
| Clone | Creates a copy of a selected filter that you can modify into a new filter. |
| Edit | Opens a dialog box in which you edit a selected associations filter. |
| Delete | Deletes a selected filter. |
- For each command, type the G-code command that your CAM machine uses. If you want to use more than one value, enclose each value in brackets, and then separate the bracketed sets with a vertical bar, like this (G2)|(G02). Do not use spaces between the bracketed groups.
- For complex sets of associations, you can use regular expressions.
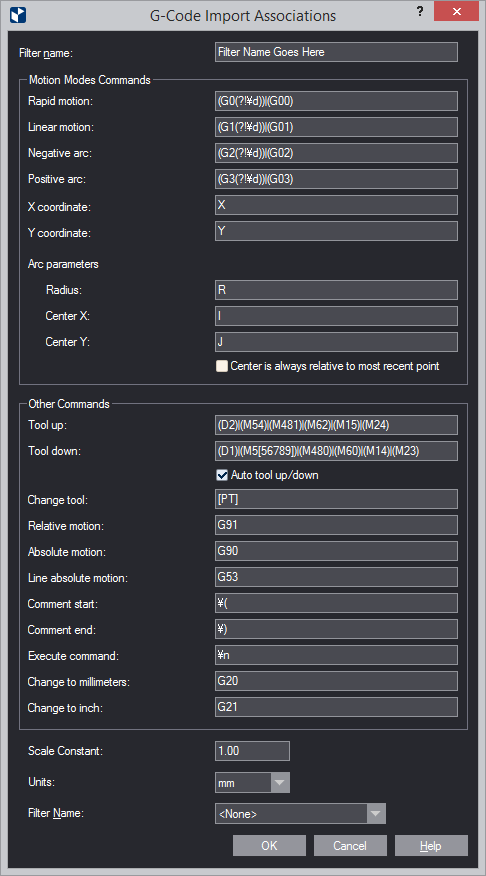
| Filter Name | |
|---|---|
| Motion Modes Commands | Commands that define the movement of the processing tool while it is drawing objects. |
| Rapid motion | Moves the processing instrument at maximum velocity from the current position to the position (absolute or relative to the current position) set by a parameter. The motion may not be linear. Example: (G3(?!\d))|(G03) Description: EngView will interpret as rapid motion (1) all G3 codes not followed immediately by numbers and (2) all G03 codes. |
| Linear motion | Moves the processing instrument
linearly from the current position to the position (absolute
or relative to the current position) set by a parameter.
Example: (G2(?!\d))|(G02) Description: EngView will interpret as linear motion (1) all G2 codes not followed immediately by numbers and (2) all G02 codes. |
| Negative arc | Creates an arc or circle by moving the processing instrument clockwise. |
| Positive arc | Creates an arc or circle by moving the processing instrument counterclockwise. Example: (G3(?!\d))|(G03) |
| Parameters | Description |
| X coordinate | (Applies to rapid motion, linear motion, negative and positive arcs.) The X coordinate of the end point of the processing instrument. |
| Y coordinate | (Applies to rapid motion, linear motion, negative and positive arcs.) The Y coordinate of the end point of the processing instrument. |
| Center offset X | The X coordinate of the center of an arc or circle |
| Center offset Y | The Y coordinate of the center of an arc or circle |
| Radius | The radius of an arc or circle |
| Other Commands | Description |
| Tool up | Disengages the processing instrument. After this command, the instrument will stop moving or will continue its movement but will not be creating any objects in the drawing. Example: Either D2, M54 or M481. |
| Tool down | Engages the processing instrument.
After this command, the instrument will start moving or will
continue its movement creating objects in the drawing. Example:
Either D2, M55, M56, M57, M58, M59, M480, M60, M14 or M23.
Auto tool up/down. For machines that do not use the Tool up/Tool down commands, EngView interprets as follows: (1) All linear motions, negative and positive arcs in the Tool Down mode will appear on the drawing, (2) Rapid motion in the Tool Up mode will not appear on the drawing. |
| Change tool | The command for changing the tool |
| Relative motion | The processing instrument executes all coordinates and motions against the current position. For example, X1 is interpreted as: "The new position along the X axis will be the current position + 1." |
| Absolute motion | All coordinates and motions use absolute coordinates against the origin of the coordinate system (that of the machine or any G-code-defined coordinate system). For example, "X1" is interpreted as: "The new position along the X axis will be 1." |
| Line absolute motion | EngView will execute the next motion command in absolute coordinates. |
| Comment start | The opening tag for single-line comments. For example, //. |
| Comment end | The closing tag for multiline
comments. For example, if the opening tag is /*, then the
closing tag may be */.
NOTE: A comment may not necessarily have a closing tag. |
| Execute command | A symbol that tells EngView to start executing a command. By default, a command is executed on each new line. Alternatively, this may take place at an end-of-command tag — for example, semicolon (;). |
| Change to millimeters | Changes the machine's units to millimeters after this point. |
| Changes to inches | Changes the machine's units to millimeters after this point. |
| Scale Constant | A scaling factor, always a
positive number.
TIP: Scaling comes in handy when a drawing is too small to convert into a legible drawing, or is too large to fit the available area. A scale constant between zero and 1 makes the drawing smaller; a scale constant greater than 1 scales up the drawing. |
| Units | The default linear units for importing files. During import, EngView will use these units until it hits a command in the file that changes them. |
| Filter Name | Use the dropdown to load the HPGL filter that contains the rules for associating tools from the imported G-code file to EngView styles — for example, Cutting or Creasing. Learn how to create such a filter. |