
HINWEIS: Der bei der Installation bereitgestellte Standardfilter enthält Standardwerte für G-Code-Importzuordnungen. Sie können diese Werte mit Ihren eigenen Werten überschreiben und den geänderten Filter als Standard verwenden oder den Standardfilter klonen und ihn dann verändern, um einen neuen Filter zu erzeugen.
Hinzufügen Öffnet eine Dialogbox, in der Sie einen neuen Zuordnungsfilter erstellen.
Klonen Erzeugt eine Kopie des gewählten Zuordnungsfilters, aus dem Sie einen neuen geänderten Filter erzeugen können.
Bearbeiten Öffnet eine Dialogbox, in der Sie den gewählten Zuordnungsfilter bearbeiten können.
Löschen Löscht den gewählten Filter.
HINWEISE:
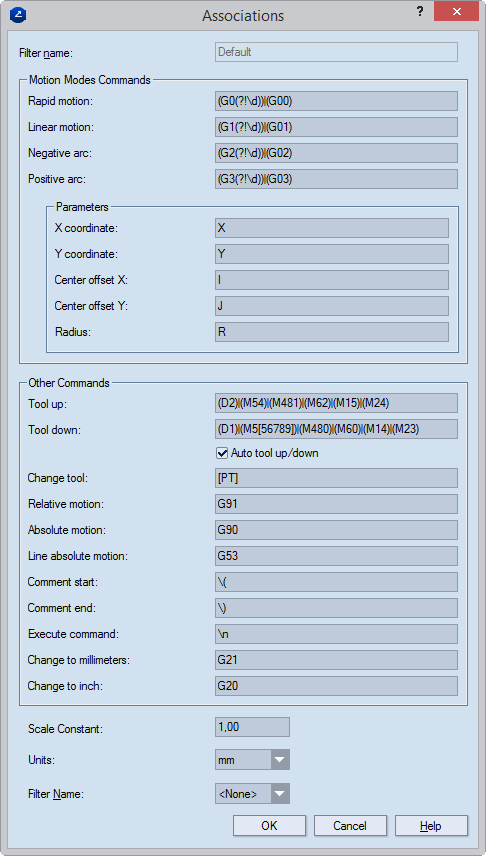
Befehle für Bewegungsmodi. Befehle, die die Bewegung des Verarbeitungswerkzeugs beim Zeichnen von Objekten festlegen.
Schnelle Bewegung. Bewegt das Verarbeitungswerkzeug mit maximaler Geschwindigkeit von der aktuellen Position zu der durch einen Parameter festgelegten Position (absolut oder relativ zur aktuellen Position). Die Bewegung ist nicht unbedingt linear.
Beispiel: (G3(?!\d))|(G03)
Beschreibung: Prinect (1) alle G3-Codes, denen nicht unmittelbar eine Zahl folgt sowie (2) alle G03-Codes.
Lineare Bewegung. Bewegt das Verarbeitungswerkzeug linear von der aktuellen Position zu der durch einen Parameter festgelegten Position (absolut oder relativ zur aktuellen Position).
Beispiel: (G2(?!\d))|(G02)
Beschreibung: Prinect (1) alle G2-Codes, denen nicht unmittelbar eine Zahl folgt sowie (2) alle G02-Codes.
Negativer Bogen. Erzeugt einen Bogen oder Kreis, indem das Verarbeitungswerkzeug im Uhrzeigersinn bewegt wird.
Positiver Bogen. Erzeugt einen Bogen oder Kreis, indem das Verarbeitungswerkzeug gegen den Uhrzeigersinn bewegt wird. Beispiel: (G3(?!\d))|(G03) --
Parameter
X-Koordinate. (Gilt für schnelle Bewegung, lineare Bewegung, negative und positive Bogen.) Die X-Koordinate des Endpunkts des Verarbeitungswerkzeugs.
Y-Koordinate. (Gilt für schnelle Bewegung, lineare Bewegung, negative und positive Bogen.) Die Y-Koordinate des Endpunkts des Verarbeitungswerkzeugs.
Mittenabstand X. Die X-Koordinate des Mittelpunkts eines Bogens oder Kreises.
Mittenabstand Y. Die Y-Koordinate des Mittelpunkts eines Bogens oder Kreises.
Radius: Der Radius eines Bogens oder Kreises.
Andere Befehle
Werkzeug heben. Entkoppelt das Verarbeitungswerkzeug. Nach diesem Befehl stoppt das Werkzeug die Bewegung oder fährt mit der Bewegung fort, ohne irgendwelche Objekte in der Zeichnung zu erzeugen. Beispiel: Entweder D2, M54 oder M481.
Werkzeug senken. Koppelt das Verarbeitungswerkzeug. Nach diesem Befehl startet das Werkzeug die Bewegung oder fährt mit der Bewegung fort und erzeugt Objekte in der Zeichnung. Beispiel: Entweder D2, M55, M56, M57, M58, M59, M480, M60, M14 oder M23.
Werkzeug wechseln -
Werkzeug automatisch heben oder senken. Bei Maschinen, die die Befehle Werkzeug heben/senken nicht verwenden, interpretiert Prinect wie folgt: (1) Alle lineare Bewegungen, negative und positive Bögen im Modus Werkzeug senken erscheinen auf der Zeichnung, (2) Schnelle Bewegung im Modus Werkzeug heben erscheint nicht in der Zeichnung.
Relative Bewegung. Das Verarbeitungswerkzeug führt alle Koordinaten und Bewegungen im Verhältnis zur aktuellen Position aus. Beispiel: X1 wird interpretiert als: „Die neue Position auf der X-Achse wird die aktuelle Position + 1.“
Absolute Bewegung. Alle Koordinaten und Bewegungen verwenden absolute Koordinaten im Verhältnis zum Ursprung des Koordinatensystems (das der Maschine oder eines beliebigen durch den G-Code definierte Koordinatensystem). Beispiel: „X1“ wird interpretiert als: „Die neue Position auf der X-Achse wird 1.“
Absolute Bewegung Linie. Prinect führt den nächsten Bewegungsbefehl in absoluten Koordinaten aus.
Kommentarstart. Das Anfangszeichen für einzeilige Kommentare. Zum Beispiel, //.
Kommentarende. Das Endezeichen für mehrzeilige Kommentare. Ist zum Beispiel das Anfangszeichen /*, dann kann das Endezeichen */ sein. HINWEIS: Ein Kommentar muss nicht unbedingt ein Endezeichen enthalten.
Befehl ausführen. Ein Symbol, das Prinect anweist, die Ausführung eines Befehls zu starten. Üblicherweise wird ein Befehl auf jeder neuen Zeile gestartet. Alternativ dazu kann dies auch an einem Kommentar-Endezeichen erfolgen — z.B. Semikolon (;).
Wechsel zu Millimeter. Ändert die Maschineneinheiten nach diesem Punkt zu Millimeter.
Wechsel zu Zoll. Ändert die Maschineneinheiten nach diesem Punkt zu Zoll.
Skalierungskonstante. Ein Skalierungsfaktor, immer eine positive Zahl. TIPP: Skalierung ist vorteilhaft, wenn eine Zeichnung für die Konvertierung in eine lesbare Zeichnung zu klein oder zu groß für den dafür verfügbaren Bereich ist. Eine Skalierungskonstante.zwischen Null und 1 verkleinert die Zeichnung, eine Skalierungskonstante größer als 1 vergrößert die Zeichnung.
Einheiten. Die Standardlineareinheiten für den Dateiimport. Beim Import verwendet Prinect diese Einheiten, bis in der Datei ein Befehl gefunden wird, der diese ändert.
Filter Name. Use the dropdown to load the HPGL filter that contains the rules for associating tools from the imported G-code file to Prinect object styles — for example, Cutting or Creasing. Learn how to create such a filter.